1. Destpêka pêvajoya HP-RTM
HP-RTM (High Pressure Resin Transfer Molding) kurteya pêvajoya guheztina rezina tansiyona bilind e. Ew teknolojiyek çêdike ya pêşkeftî ye ku zexta tansiyona bilind bikar tîne da ku rezîl bikeve nav qalibek bi valahiya ku ji berê ve bi materyalên fîberê bihêzkirî û têlên pêş-sazkirî ve hatî danîn. Rezîn di nav dagirtina qalib, rijandin, saxkirin û dagirtinê de diherike. , ji bo bidestxistina pêvajoya şilkirina hilberên pêkhatî yên bi performansa bilind û pêbawer. Ew xwedan avantajên karbidestiya bilind, teserûfa enerjiyê, û parastina jîngehê ye, û bi berfirehî di otomobîl, hewavan, elektronîk û warên din de tê bikar anîn.
Pêvajo di jimar 1 de tê nîşandan:
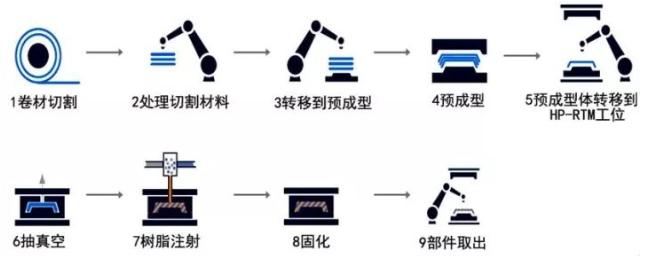
Figure 1 Diagrama Schematic ya prensîba pêvajoya HP-PTM
2. Taybetmendiyên pêvajoya HP-RTM
HP-RTM pêvajoya preformê, derzîlêdana resin, pêvajoya zextê û pêvajoya qutkirinê vedigire. Li gorî pêvajoya RTM-ya kevneşopî, pêvajoya HP-RTM pêvajoya zexta piştî derzîlêdanê zêde dike, zehmetiya derzîlêdanê û dagirtina resin kêm dike, qalîteya însulînê ya preforman baştir dike, û çerxa şilkirinê kurt dike. Taybetmendiyên pêvajoyê yên taybetî wiha ne:
(1) Dagirtina qalibê bilez. Rezîn zû valahiya qalibê tije dike, xwedan bandorek înfiltasyonê ya baş e, bi girîngî gul û poroziyê kêm dike, û resena kêm-vîskozîtî leza derzîlêdanê ya resenê pir zêde dike û çerxa pêvajoya şilkirinê kurt dike.
(2) Rezînek pir çalak. Rêjeya reaksiyonê ya hişkbûna rezînê zêde dibe û çerxa hişkbûna rezinê tê kurt kirin. Ew pergalek rezînek bilez-çalakî ya bilind dipejirîne û amûrên tevlihevkirina tansiyona bilind û derzîlêdanê-berbiçav bi kar tîne da ku bigihîje yekrêziya tevlihevkirina çêtir a matrixê resin. Di heman demê de, di dema şilkirinê de jîngehek germahiya bilind hewce ye, ku rêjeya reaksiyonê ya reaksiyonê ya rezîl pir çêtir dike, çerxa hilberînê kurt dike, û pêvajoyê aram dike. îstîqrar û dubarebûna bilind,
(3) Pergala serbestberdana hundurîn û pergala xwe-paqijkirinê bikar bînin da ku karbidestiya paqijkirina amûrê baştir bikin. Teknolojiya xwe-paqijkirinê ya serê tevlihevkirina derzîlêdanê tê bikar anîn, û hêmanek vekêşana hundurîn li madeya xav tê zêdekirin da ku bi bandor karûbarê paqijkirina amûrê baştir bike. Di heman demê de, bandora rûkalê ya hilberê xweş e, û stûrbûn û şiklê veqetandinê piçûk e. Hilberîna kêm-lêçûn, çerxa kurt (hejmar-mezin), hilberîna kalîteyê bi dest bixin.
(4) Teknolojiya valahiya bilez a di qalibê de bikar bînin. Naveroka porê di beşan de kêm dibe û performansa beşan baştir dibe. Ew bi bandor naveroka porê di hilberê de kêm dike, karbidestiya fêkbûna fîberê çêtir dike, şiyana girêdana pêwendiyê di navbera fîber û rezîn de çêtir dike, û kalîteya hilberê çêtir dike.
(5) Piştî derzîlêdanê valahiya bi pêvajoya şilkirina pêlavê re hevber kirin. Zehmetiya pêvajoyê ya parçeyan kêm dibe û qalîteya materyalên bihêzkirî yên bi resîn-êşkirî çêtir dibe. Ew dijwariya sêwirana bendera derzîlêdanê û porta derzîlêdanê ya pêvajoya RTM kêm dike, kapasîteya dagirtina herikînê ya reşenê, û qalîteya hilgirtina fîberê ji hêla rezînê ve çêtir dike.
(6) Ji bo girtina qalibê rûçikên ducarî yên hişk bikar bînin, û ji bo zextê çapek hîdrolîk-tonajek mezin bikar bînin. Hilber di stûrbûn û şeklê sê-alî de guheztinên kêm hene. Ji bo ku bandora girtina qalibê were misoger kirin, ji bo girtina qalibê rûçikên ducarî yên hişk têne bikar anîn, û ji bo zextê çapek hîdrolîk-tonnajek mezin tê bikar anîn, ku di dema pêvajoya şilkirinê de hêza kelandinê zêde dike û bi bandor qelewbûn û şiklê veqetandinê kêm dike. yên parçeyan.
(7) Hilber xwedan taybetmendiyên rûkal û kalîteya hêja ye. Bi karanîna teknolojiya rijandina hundurîn û qalibên zirav-reng, parçe dikarin di demek pir kin de kalîteya berbiçav a berbiçav bistînin.
(8) Ew xwedan aramiya pêvajoyê û dubarebûnê ye. Bikaranîna derzîlêdana valahiyê û teknolojiya kompresyonê ya piştî derzîlêdanê pir kapasîteya herikîna dagirtina qalibê ya resenê baştir dike, bi bandor îhtîmala kêmasiyên pêvajoyê kêm dike, û xwedan dubarebûna pêvajoyê ya bilind e.
3. Teknolojiyên pêvajoya sereke
(1) Teknolojiya pêş-avakirina materyalên pêvekirî
Teknolojiya pêşdarkirina fîberê bi giranî ev in: pêşnûmeyên tekstîl, xêzkirin û xêzkirinê; stitching preforms; preformên derzîlêdanê yên fiberê yên hûrkirî; preformên pêça germ, hwd. Di nav wan de, teknolojiya şekildana pêçandina germ ya herî zêde tê bikar anîn. Di vê teknolojiyê de, karmendê şikilandinê garantiya bingehîn e, û teknolojiya pêşdebirina fîberê û teknolojiya pêçanê mifteya şikilkirina fîberê ye. Ji bo pêvajoya HP-RTM, avahiya parçeyê bi hêsanî hêsan e, ji ber vê yekê qalibê şikilandinê jî bi hêsanî hêsan e. Ya sereke di wê yekê de ye ku meriv çawa qalibê şikilandin û amûrên zextê kontrol dike da ku bi rêgezên sêwirandin û kontrolê ve bi bandor û rêkûpêk zext û şekil bike.
(2) Teknolojiya pîvandina resin, tevlihevkirin û derzîlêdanê ya rast-bilind
Tevlihevkirin û derzîlêdana resîna pêvajoya HP-RTM bi gelemperî du pergalan vedihewîne: maddeya sereke ya rezîn û rezbera sprayê ya hundurîn. Mifteya kontrolkirina wê di pergala pîvandinê ya rezîliya rast-berz, teknolojiya tevlihevkirina bilez û yekgirtî û teknolojiya xwe-paqijkirina alavên tevlihevkirinê de ye. Pêdivî ye ku materyalê sereke ya rezîna pêvajoya HP-RTM-ê di bin germahiya bilind û zexta bilind de rast were pîvandin, ku pêdivî ye ku amûrên pompeya pîvandinê ya rast-rast hewce bike. Tevlihevkirin û xwe-paqijkirina resinê ya yekbûyî pêdivî bi sêwirana serê tevlihevkirinê ya bikêr, xwe-paqijkirî, pirjimar hewce dike.
(3) Yekrengiya qada germahiya qalibê û sêwirana morkirinê
Di dema pêvajoya HP-RTM de, yekrengiya qada germahiya qalibê şilkirinê ne tenê li ser herikîn û performansa dagirtina rezîneyê di valahiya qalib de diyar dike û bandor dike, lê di heman demê de bandorek mezin li ser performansa têketina fîberê, performansa giştî jî dike. ji materyalê pêkhatî, û stresa navxweyî ya hilberê. . Ji ber vê yekê, pêdivî ye ku germkirina navîn bi sêwirana dorhêla rûnê gerîdeya bikêr û maqûl re were bikar anîn. Performansa morkirina qalibê rasterast herikîna rezîn û taybetmendiyên dagirtina qalibê, û her weha şiyana valakirina pêvajoya şilkirinê diyar dike. Ew girêdanek sereke ye ku bandorê li performansa hilberê dike. Pêdivî ye ku li gorî hilberê cîh, rêbaz û hêjmara zengilên morkirinê were sêwirandin. Di heman demê de, pêdivî ye ku meriv di valahiya pêvekirina qalibê, pergala derxistinê, pergala valahiya û pozîsyonên din de pirsgirêkên morkirinê çareser bike da ku pê ewle bibe ku di pêvajoya dagirtina rezînê de lehiya hewayê tune be da ku performansa parçeyê misoger bike.
(4) Çapemeniya hîdrolîk a rastîn û teknolojiya kontrola wê
Di pêvajoya HP-RTM de, di pêvajoya dagirtina rezînê de kontrolkirina valahiya girtina qalibê û di pêvajoya zextê de kontrolkirina zextê hemî garantiya pergalek çapa hîdrolîk a bikêr û pêbawer hewce dike. Di heman demê de, pêdivî ye ku teknolojiya kontrolê ya biwext li gorî hewcedariyên pêvajoya derzîlêdanê û pêvajoya pêlêkirinê were peyda kirin da ku domdariya pêvajoya şilkirinê peyda bike.
 Kurdî
Kurdî
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



